
01
解决问题
-
01 提升生产效率通过优化生产计划和调度,减少生产中的空闲时间和资源浪费,从而提高生产效率。它还可以帮助监控生产进度,确保生产按照计划进行。

-
02 加强质量管理能够实时监控生产过程中的关键质量指标,及时发现并处理质量问题。通过集成质量控制功能,MES系统可以自动检测异常情况并触发报警,确保产品质量符合标准要求。

-
03 降低生产成本通过精确追踪物料消耗、能源使用和设备维护等成本要素,帮助企业实现成本控制。此外,通过优化物料采购和库存管理,MES系统可以降低库存成本,避免不必要的浪费。

-
04 提高生产透明度和可追溯性可以记录生产过程中的所有关键数据和信息,包括原料批次、生产参数、产品质检结果等。这些数据不仅有助于企业了解生产过程的全貌,还可以在需要时进行产品追溯,满足监管和客户的要求。

-
05 优化资源分配和设备管理可以根据生产需求和设备状态,合理分配资源(如人力、物料和设备),提高资源利用率。同时,它还可以监控设备的运行状态和维护需求,确保设备的正常运行和延长使用寿命。

-
06 促进跨部门协同可以打破信息孤岛,实现生产、质量、采购、销售等部门之间的信息共享和协同工作。这有助于提高决策效率、减少沟通成本和避免工作重复。
-
07 支持持续改进和决策分析收集的大量生产数据可以用于持续改进项目和决策分析。通过对数据的挖掘和分析,企业可以发现潜在的问题和改进点,制定针对性的改进措施和战略决策。
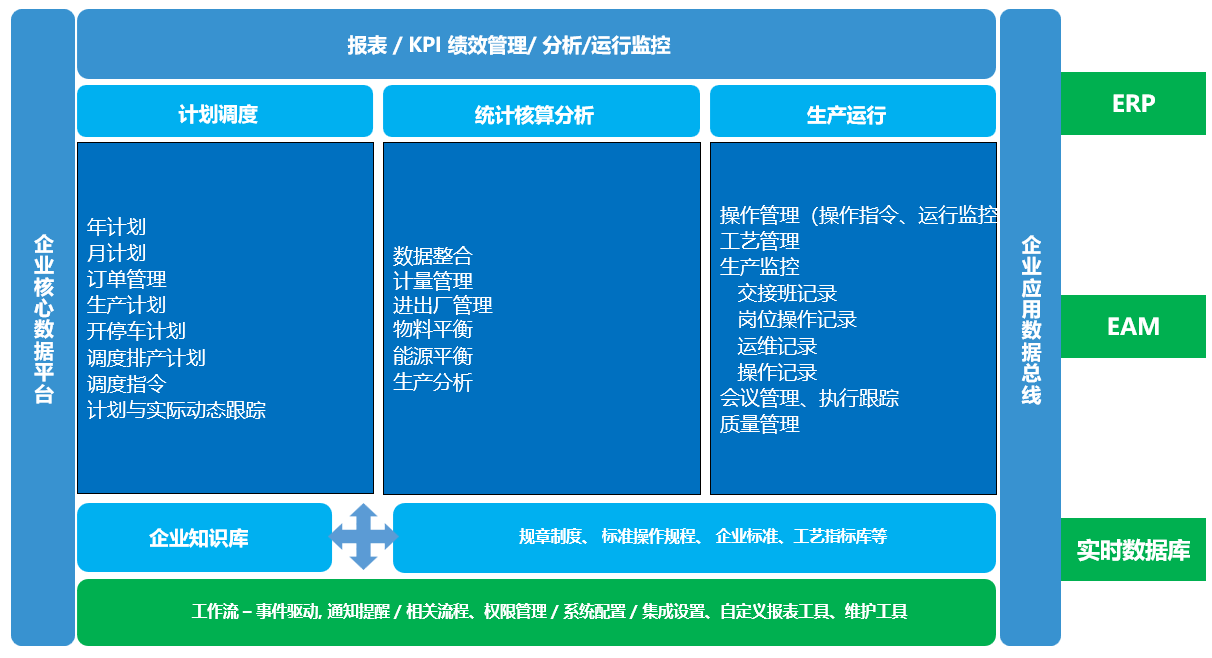
02
功能架构
03
产品优势
-

优化生产流程和提高生产效率
MES系统可以对生产流程进行全面的监控和优化,从原材料进厂到产品出厂的每个环节都能实现精细化的管理。通过实时数据采集和分析,MES系统能够及时发现生产过程中的瓶颈和问题,并提供相应的解决方案,从而有效提高生产效率。 -

提升质量管理和产品质量
MES系统可以对生产过程中的质量数据进行采集、分析和处理,及时发现并处理潜在的质量问题。同时,系统还可以建立全面的质量追溯体系,对每个产品的质量数据进行跟踪和记录,为质量管理和质量控制提供有力的支持。 -

加强生产计划和排程管理
MES系统能够将上级制定的生产计划转化为具体的生产任务,并合理分配到各个生产线或工作站。系统可以实时查看生产进度、资源利用情况和工人绩效等信息,从而及时调整生产计划,确保生产任务能够按时完成。 -

降低生产成本和提高企业效益
MES系统通过优化生产流程、提高设备利用率和产线效率等方式,可以有效降低生产成本。同时,系统还可以提供大量的实时数据和报表,为企业的决策和改进提供参考依据,从而进一步提高企业效益。 -

实现生产过程可视化和透明化
MES系统可以将生产过程中的各种数据和信息进行可视化和透明化展示,使企业能够更加直观地了解生产现场的情况和问题。这有助于企业及时发现并解决潜在的问题,提高生产管理的精细化水平。
-
提高企业协同性和计划适应性
MES系统可以打通企业内部各个部门之间的信息壁垒,提高企业的信息集成度和协同性。同时,系统还可以通过对生产计划的进一步分解和优化,提高计划的精确性和适应性,使企业能够更好地应对市场变化和客户需求。
04
解决方案
工业精灵设备状态监测系统在多个应用场景中都发挥重要作用,已经在以下行业有成功应用
-
01 石油化工行业对石油化工转动设备、石油钻采设备、化工反应釜、管道等设备进行实时监测,确保生产过程的安全和高效。
-
02 机械制造业对各类机械设备的运行状态进行监测,如车床、铣床、磨床等,确保生产过程的稳定性和安全性。
-
03 电力行业监测发电厂的发电机组、变压器、断路器等设备的状态,预防设备故障和维护成本。
-
04 交通运输行业对车辆、船舶、飞机等交通工具的发动机、传动系统等关键部件进行监测,保障交通运输的安全和效率。
-
05 矿山行业对矿山的提升机、通风机、水泵等设备进行监测,提高设备的安全性和可靠性,降低矿山事故的风险。
-
06 航空航天行业对飞机和火箭等航空器的发动机、机身结构等进行实时监测,确保航空器的安全性和性能。
-
07 核工业对核电站的反应堆、核燃料循环系统等关键设备进行监测,保障核电站的安全和稳定运行。
-
08 城市建设与基础设施行业对桥梁、隧道、建筑等基础设施进行结构健康监测,预防重大工程事故的发生。
-
09 环境监测领域通过设备状态监测系统,可以实时监测各种环境监测设备的运行状态,保证环境数据的准确性和可靠性。
